
“Testing, testing, testing. Is this thing on?” That’s a question often asked by the engineering team at Cometic Gasket, Inc., led by Jeff Gorman and staffed by engineers like Mike Hupertz. Why are they asking? Because in order for them to design engine gaskets to perform in the most demanding conditions, they must perform dozens—sometimes hundreds—of hours of testing processes on the materials they select for use in these difficult situations. These techniques have been developed through years of experience and include the use of the company’s in-house engine dyno, which provides the ability to measure the variables required to help the company design these products.
So when Cometic reached out to us to see if we wanted to follow along as they worked to develop an all-new gasketing solution, we jumped at the chance—after all, it’s not every day that a manufacturer invites you into their inner sanctum to show you what they are working on from a behind-the-scenes perspective.
“For a long time we’ve been at the very top end as far as gaskets go, and that comes at a price. Part of what we were looking at here was to develop the same performance as our top-level product, at a more economical price. So what we started looking at were different materials that perform better than the other options in the marketplace, and are also a bit more forgiving. Not everyone is building an engine in a laboratory environment,” says Gorman.
Developing new gaskets is a painstaking process of testing, testing, and more testing, then close inspection to determine if, how, and why failures occur.
Cycling Over And Over
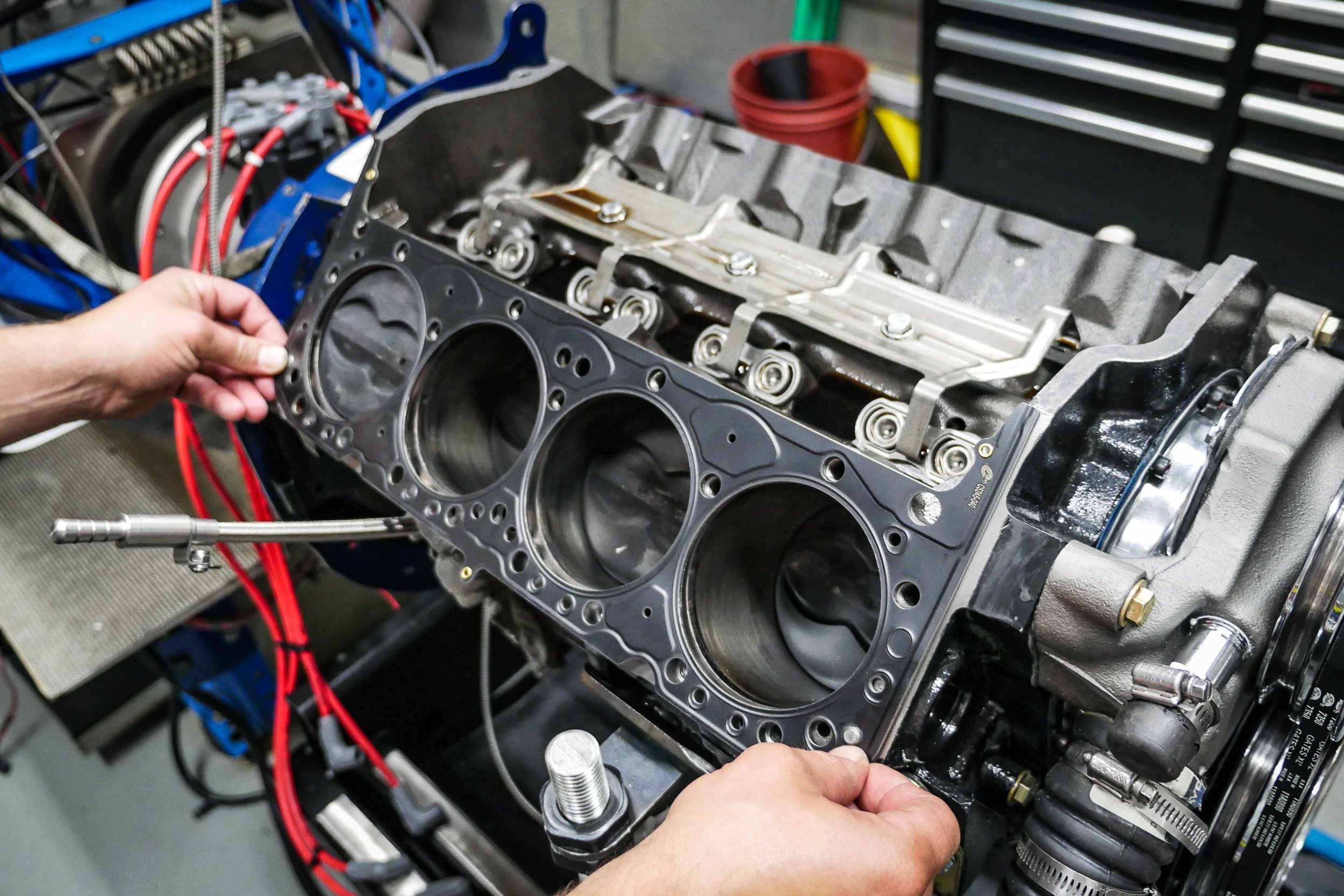
Imagine, if you will, an engine which is set up to be repeatable with respect to power output and controllable variables, and you’ll get a small glimpse into the dyno cell at Cometic. Durability testing—while not extremely exciting like a dyno session centered around a twin-turbocharged big-cube engine or the like—still requires the same instrumented testing capabilities, if not more so. Controlling those variables is critical to ensuring the test process is providing accurate, quantifiable information.
“In collaboration with Jasper Engines, we came up with a 50-hour engine durability test for gaskets,” says Hupertz.
“What that testing comes down to is a whole bunch of cyclic loading. So with the 50-hour cycle, 25 of those hours will be at peak torque. The way the test criteria is written we’ll run from 20-percent below peak torque to 7-percent above. We’ll run for eight hours a day, shut it down, perform a compression test, leakdown test, change the oil and filter, and continue the next day. After the 25 hours are done with torque testing, we’ll move to peak power and do the same thing—20-percent below to 7-percent above for a total of 25.”
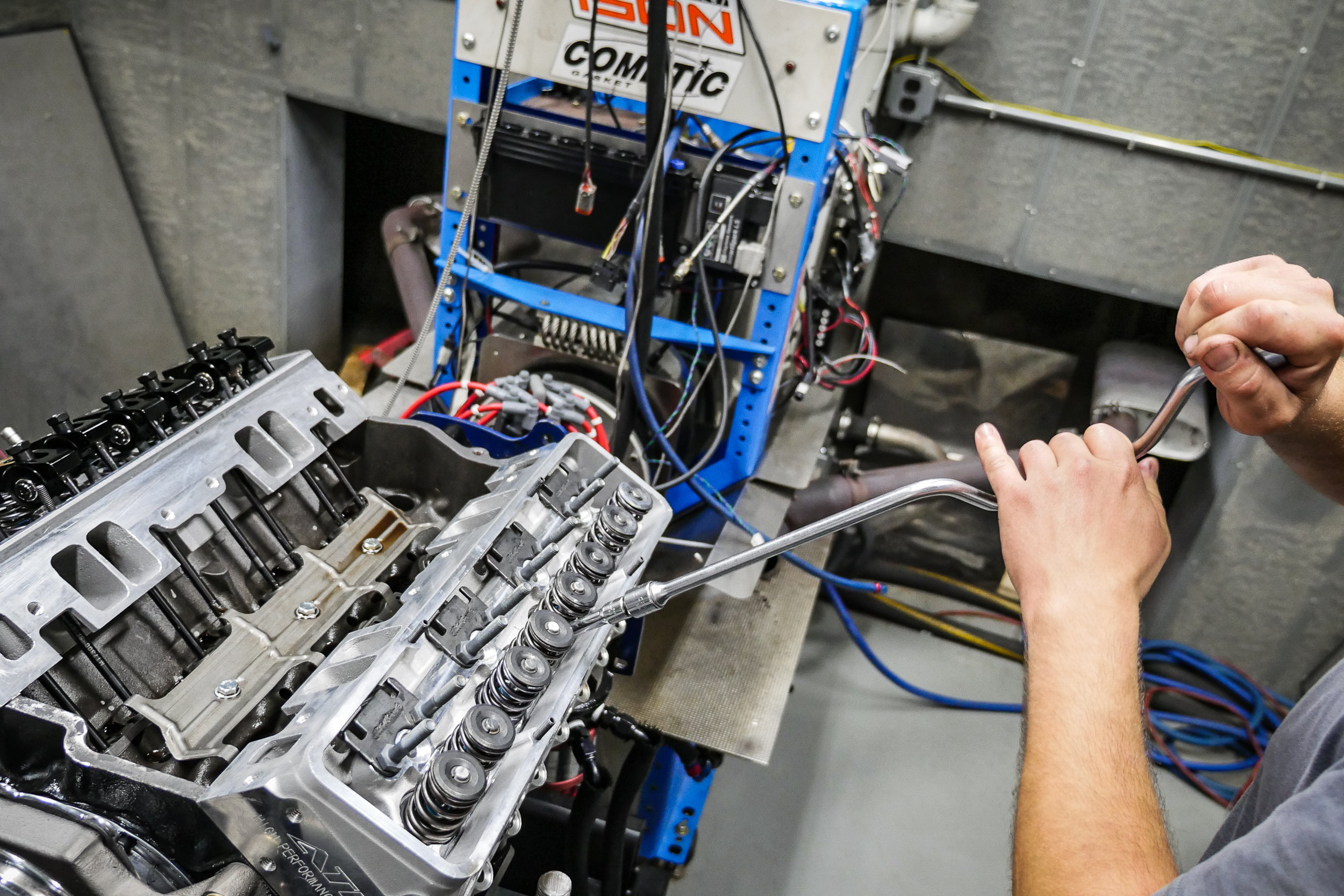
In Cometic’s in-house dyno cell, they are able to test a wide variety of engine platforms in their never-ending search for knowledge.
In an R&D situation, you usually walk away with more questions than you have answers, – Mike Hupertz, Cometic

“At this point, we disassemble the engine, inspect all of the gasket surfaces, and do our measuring,” says Hupertz.
“We’re looking at the coating performance: has it come off, was the cold seal good, were there any breaches or combustion in the coolant, those sorts of things. The benefit of running this long of a test means that we can put multiple platforms in. On the same test run, we can do exhaust header gaskets and valve cover gaskets, with a different one on each side. Different materials, different coatings, things like that.”

During this test, they tried a number of different exhaust header styles to see how the Armor Ply material worked with each one.
New Materials In Development
This most recent round of testing found the Cometic engineering team working with many new ideas during the testing phase.
“We utilized every gasket interface on the engine, so it was very useful for us,” says Gorman.
“Whether it was an O-ring, an exhaust gasket, a carburetor gasket, or a head gasket, every one was a brand-new type of material and design for us, and we learned quite a bit in the process.”
With respect to materials tested, they are sourced and developed after careful analysis of the requirements for each particular use. Since the material used for the exhaust gasket in this particular 50-hour test session—performed with a small-block Chevrolet engine—was a big focus for the Cometic team, we’ll focus on those for a moment.

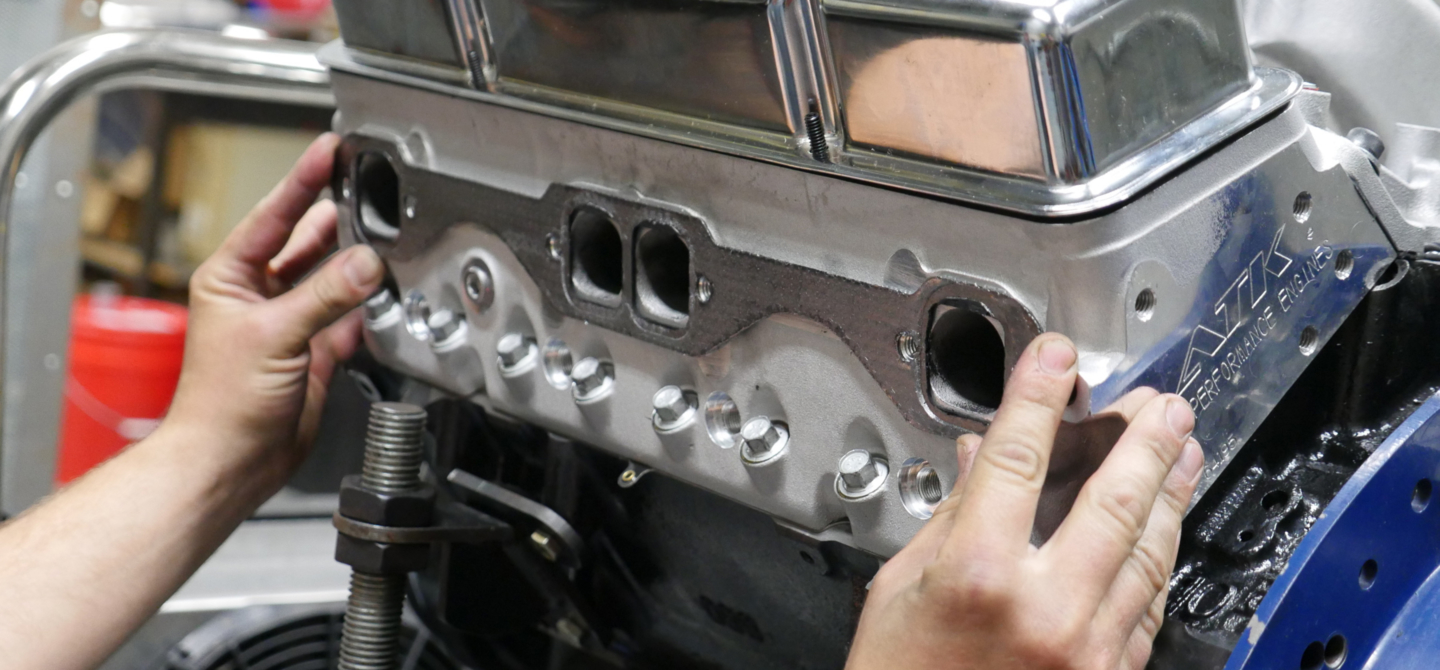
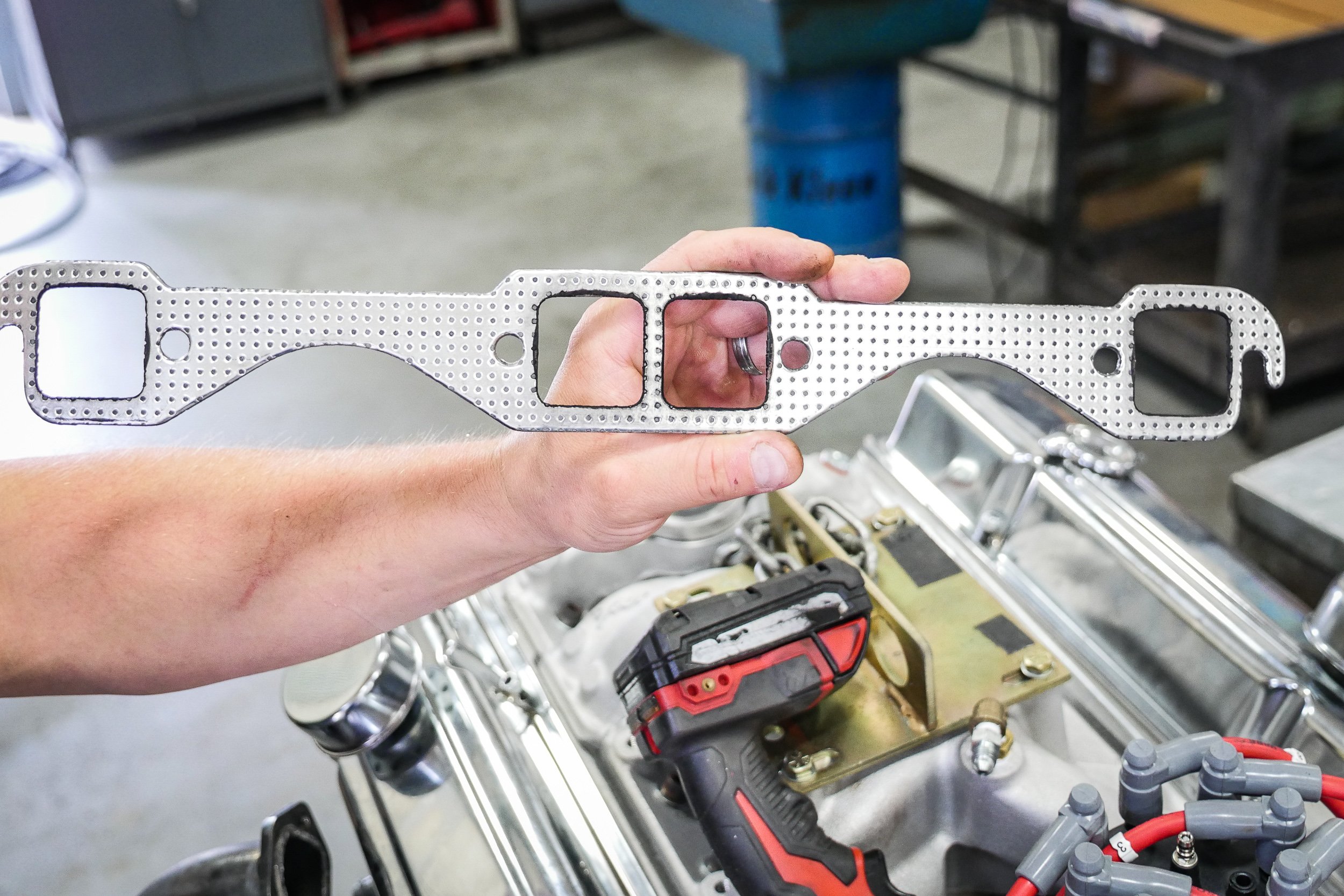
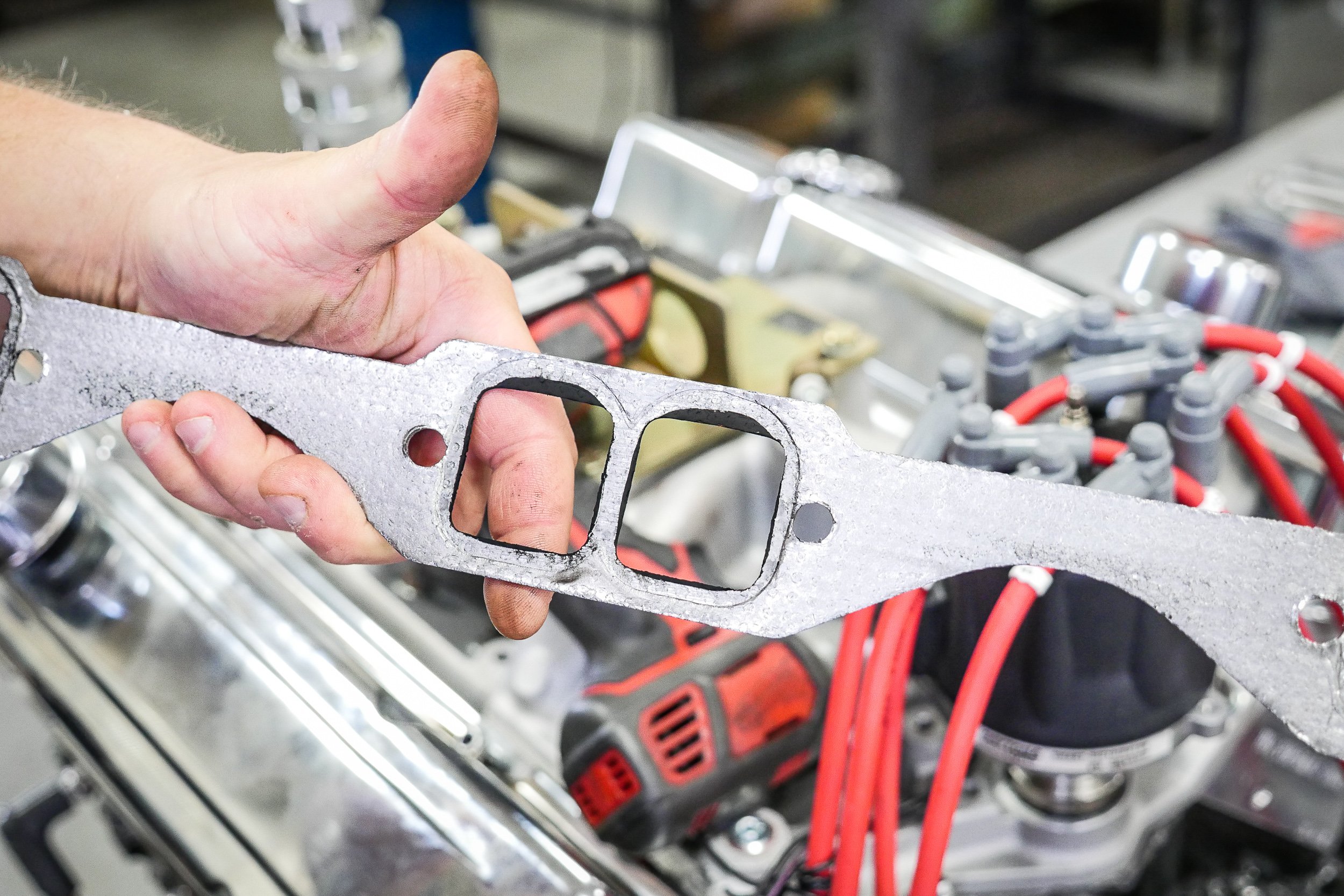
For best success, the material has to work with various styles of header flange, from full flanges like this one to individual flanges.
Introducing less-than-ideal conditions and basically having a controlled failure helps us to learn what different failures look like. – Jeff Gorman, Cometic
To develop this new exhaust material—which they have dubbed Armor Ply—the Cometic engineering team reached out to one of their suppliers to initiate a collaboration on the required properties of the new material. With respect to exhaust gasket construction, there are often two sides of the coin, so to speak. On the cylinder head side of the gasket, the material needs to be rigid and offer the ability to seal against either cast iron or aluminum cylinder heads, yet on the manifold side, it needs to be squishy to conform to any imperfections in the manifold material. This “give” ensures that the hybrid material will be capable of holding the seal in demanding conditions.
With the header removed after testing, they can inspect a number of things–how the material kept the exhaust flow within the gasket’s confines, whether the gasket material transferred to the face of the cylinder head under extreme heat conditions, and whether there were any leaks.
“On one side is a perforated steel material, and on the other side is a compressible fiber material that has a heavy graphite impregnation. The graphite side is mechanically bonded to the armor side. With this hybrid you get the best of both worlds,” Gorman explains.
One of the concerns that the Cometic team encounters during the design phase for new products is that they don’t always know what types of materials the end-user will be trying to seal; in effect, the difference between a $1,000 set of headers on a race engine and a $125 set of swap-meet used headers on a street car.
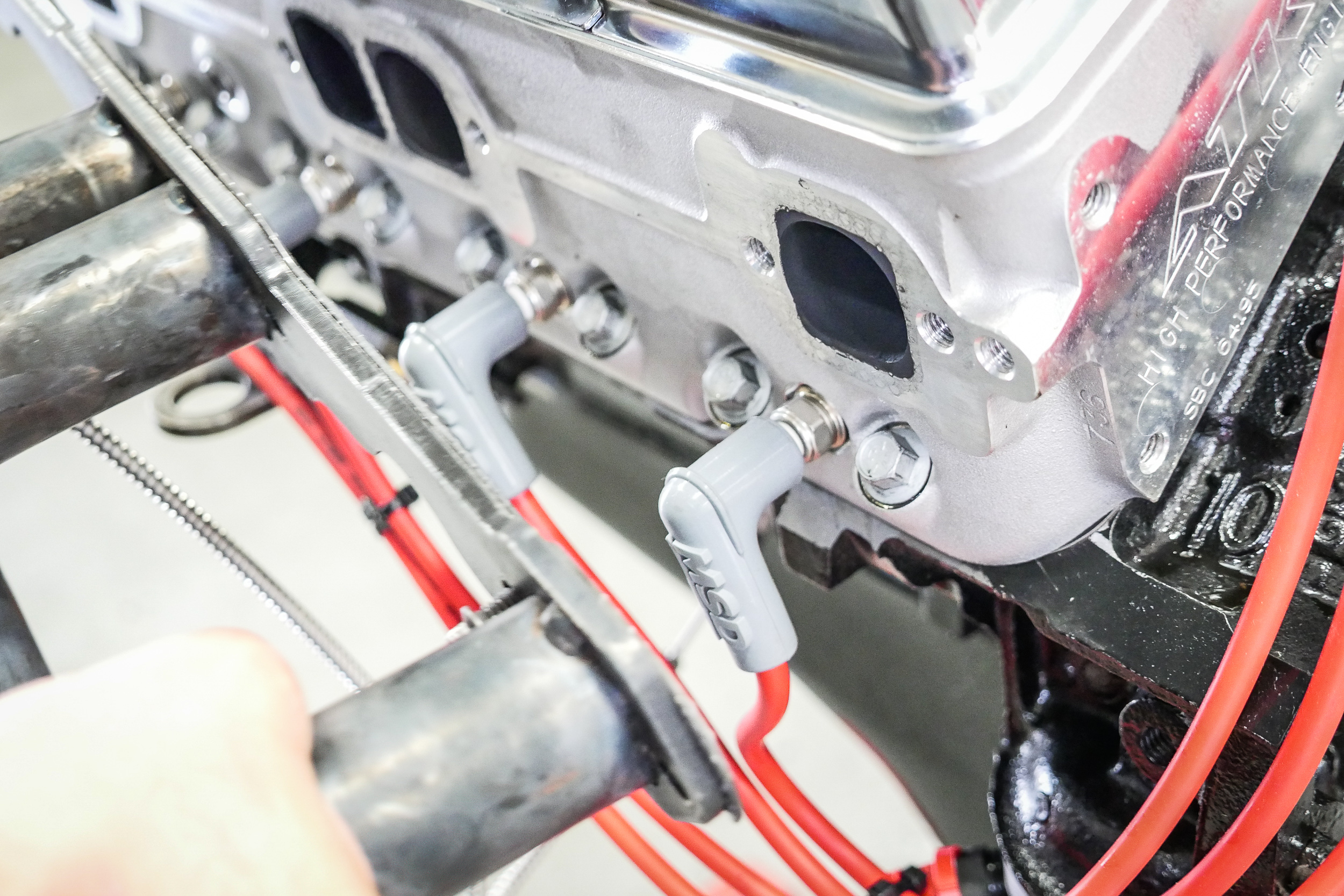
“There are so many options on a small-block Chevy. This gave us the opportunity to come up with a host of different interfaces so we could come up with this material and see if it was a good fit, and it was,” says Hupertz.
“Some of the lower-grade headers have a welded bead around the port, and that’s what is compressing the gasket to provide the seal, where the higher-grade headers are made from 304 stainless steel and the surface has been machined completely flat.”
This is why the company offers more than one option: for the first condition, the new Armor Ply gasket might make the most sense, while in the second a traditional multi-layer steel gasket is ideal.

Inspection of the header flange after gasket removal shows some material transfer around the ports. This shows that the material is filling the imperfections on the flange surface to create a leak-free seal.
Planning To Fail

Swole Is Not The Goal
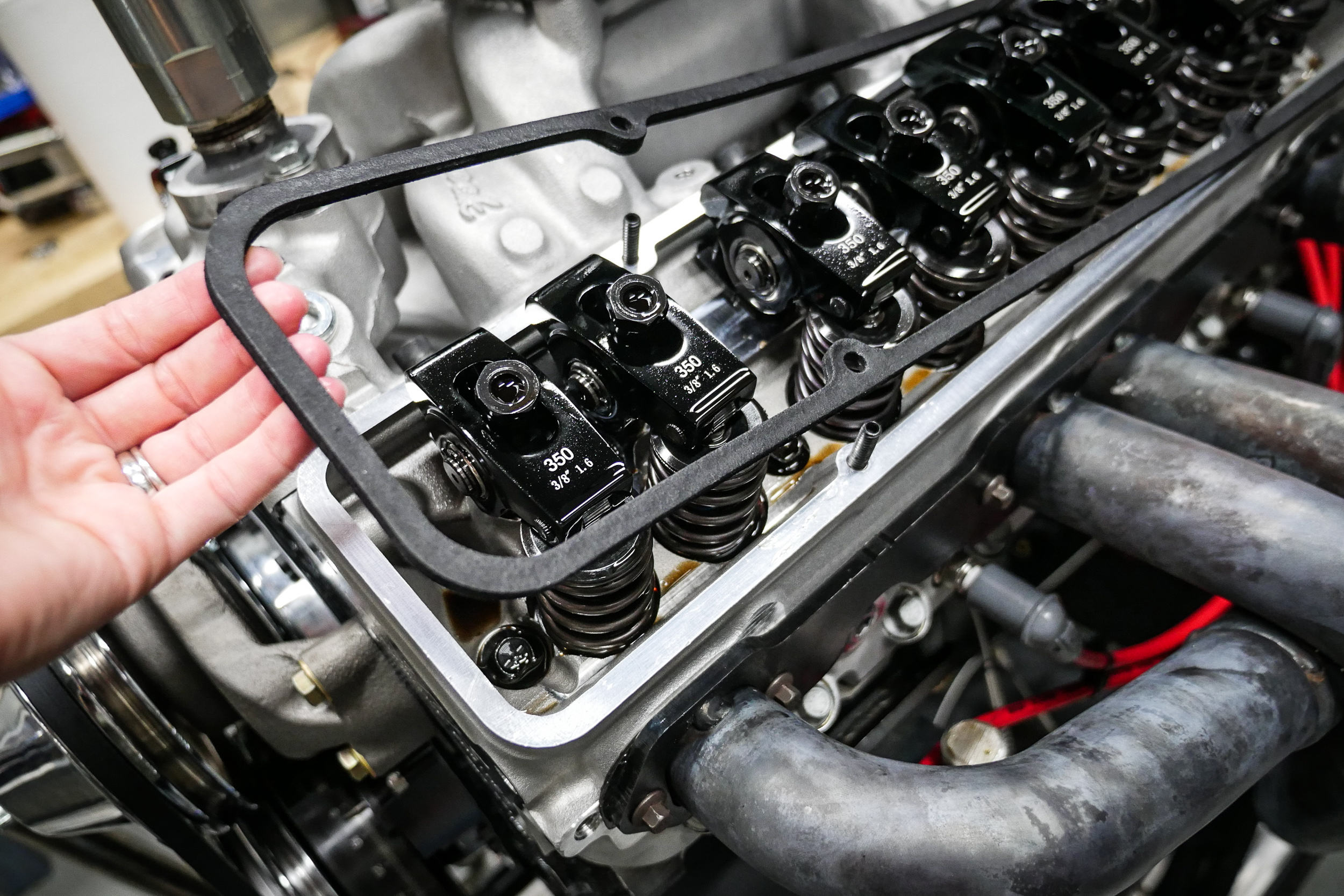
Valve cover gaskets are exposed to a fair amount of oil; in order to keep valvesprings, rocker arms, and pushrods cool and in top operating condition, a constant oil bath is required atop the cylinder head. Although the gaskets are sandwiched between the valve cover and the cylinder head, the inner surface of the gasket can swell quite a bit over time due to its exposure to the oil, and one of the materials Cometic was testing during this research and development phase was designed to resist swelling.
“In cases where the cover is removed often to run the valves and check the springs, a swell condition is not ideal. You don’t want the gasket to swell and pop out of the groove, and we went through a lot of different materials before settling on this one. We included it in the test and it worked quite well,” says Gorman.
“Introducing less-than-ideal conditions and basically having a controlled failure helps us to learn what different failures look like, so when our engineering team comes across something in the field, we can say that a failure looked a certain way with a detonation issue or a different way with a clamp load failure,” Gorman explains.
“We’re able to control and monitor everything in the dyno cell; we have eight oxygen sensors, eight EGT sensors, and in a perfect-running engine, we balance the EGTs and the O2s. But we wanted to induce detonation, so I increased the ignition timing until the engine began what I would consider auto-igniting,” says Hupertz.
“We had no failure where we had leaking combustion or coolant in the combustion chamber, but upon disassembly, we did see a considerable amount of bead fracturing, simply from the extreme amount of detonation we put it through.”
In the interest of identifying potential failures, they’ll continue the testing methodology with different assembly changes, such as installing non-lubricated fasteners or reusing torque-to-yield fasteners, both of which can negatively affect clamp load and see what happens to the head gaskets.
Further inspection of the exhaust gasket confirms the findings that it was successful in sealing the exhaust gases properly. If there were a failure, it would be seen in the form of carbon-tracking exiting the port area toward the edge of the gasket.
In Conclusion
One thing they stressed during our discussion is that the research efforts are crucial to the company’s efforts. In fact, he mentioned that they are often surprised at the results they see when they dissect the test engines after dyno sessions. What they think might happen doesn’t, and sometimes what they least expect does occur.
“In an R&D situation, you usually walk away with more questions than you have answers,” says Hupertz. “The information you can extract helps you to develop other things. It’s an ongoing procedure.”
Continuing this type of testing is critical to the success of Cometic’s product line, and since the company makes use of their in-house dyno and own test engines to flog these—and other—potential products, it’s a concept that clearly helps them to build better gaskets for the performance and racing industries.














{kind=link}