
When you first see the word “lapping,” most gearheads think of the age-old process of lapping intake and exhaust valves to improve sealing on the cylinder head valve seats. Though machining technology has arguably antiquated the valve lapping process for engines, there is an innovative process by Koul Tools to help improve the seal at other points on your project car.

Fabricating a flared fitting for your various hard lines like fuel, brake, wastegate, and cooler lines establishes the connecting point between tube and fitting. This process of properly shaping a precise flare now features an additional tool. The Surseat flare lapping tool was invented by Dick Raczuk, owner of Koul Tools. This lapping tool refines the tubing flare surface for a better seal.
Even with the high-quality flaring tool that we’re using to create a new brake line system of our project Camaro, the application of creating the venerable brake line double flare is as much an art as a science. With our 3/16-inch steel brake lines custom bent and routed throughout the chassis, it’s time to flare each end.



Our brake line project started at the new master cylinder, proportioning valve, and line lock assembly. Our hand flaring tool illustrates the process for a proper automotive double flare. The tubing is precisely formed inward with a special die then folded inward. This process can result in more burrs and imperfections on the flare fitting than not.
The typical brake line double flare is a two-step process that “folds” your initial flare inward, creating a double wall at the fitting end. The double flare is a prime example of how tubing flares can lead to burrs and indents that can be prone to leaks immediately or over time. This brake line scenario is also a great representation of how this flare lapping process can eliminate these imperfections.
Before the Surseat flare lapping tool, many fabricators (including myself), would attempt to clean up a flare with a sharp pocket knife and hope for the best. To seat a flare fitting typically meant cranking down excessively on the fitting nut. This force could easily result in the tubing flare cracking or damaging the threads of the flare coupler.



Even manufactured lines are sometimes imperfect. The yoke of the Surseat P-51 is easily handheld or has padded surfaces to grip in a vise. Partway into surfacing this manufactured flare, a ring is visible where the lapping head contacts first. We continued lapping until the flare was even and without ridges.
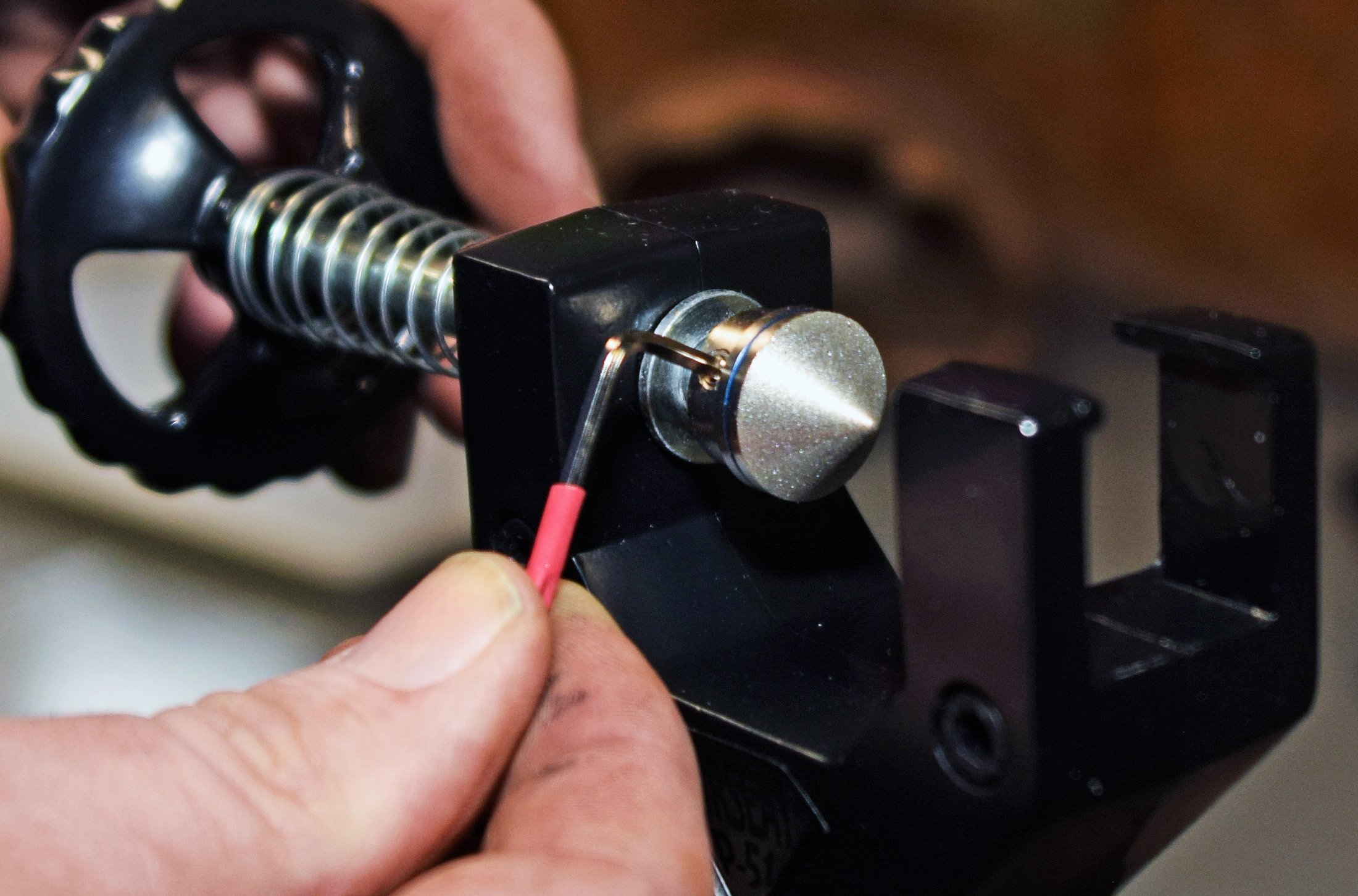
The new Koul Tools Surseat flare lapping tool allows you to lap the face of a flared tube similar to the age-old engine valve lapping process. Once the flare has been created, the Surseat tool is clamped to the tube end, and the flare face can be precision honed with a smooth face for a proper seal.
Instead of using an abrasive lapping compound as used in the valve surfacing days, a precision lapping head on the Surseat tool is coated with a diamond dust as the abrasive medium. With the tube end properly placed into the fixture, the lapping head is pressed by hand using light pressure onto the flare, and a twisting motion gently polishes the flare to a smooth finish.
Many of the tools we have developed at Koul Tools were created when we saw a problem that needed a remedy. – Dick Raczuk
“We have a shop filled with everything from racing to restorations,” explains Raczuk. In this case, we were doing a meticulous restoration on a Packard Coupe that had a leaking brake line at the fitting.”

There are 37- and 45-degree flare angles used in all flare fitting. Your choice of surfacing heads is easily installed on the yoke. Note the diamond dust coating on the surfacing head that is used as the abrasive. Even the small things like the Allen wrench included with the kit are first class.
Like any rare restoration, if Raczuk could repair the brake line instead of replacing, it’s that much better to keep the original components. The first version of the honing process was created, and the conception of the flare lapping tool blossomed, in theory, to perfect all tubular flares from restorations, hot rods, OEM, and motorsports.
As illustrated by the restoration application that created the Surseat surfacing concept, the tool is not only useful for perfecting new flares but can be a savior when repairing a brake leak that developed on existing tubular lines with time.

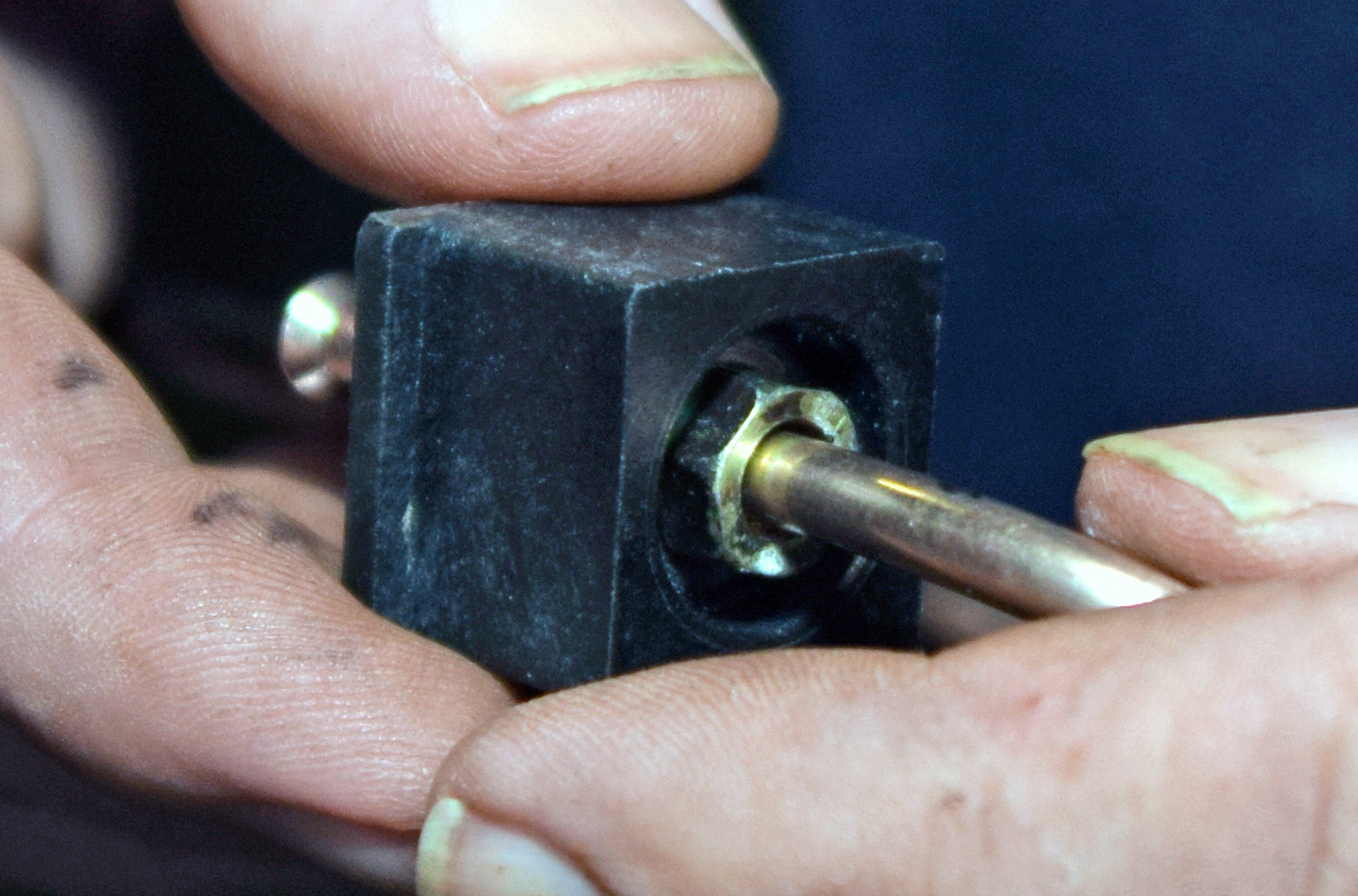

A two-piece collet is used to hold the tubing flare in the yoke. In cases where there are 1/4- or 3/16-inch brake line with bends exceptionally close to the flare, the P51 master kit also features collets where the tube nut is used to hold the flare for lapping. All collets are marked for easy reference in the custom storage case.
The Surseat Kits
The Surseat system is available in three kits: the Surseat P-37 kit is used for 3/16-inch and 1/4-inch stainless steel brake lines with a 37-degree flare; the Surseat P-45 kit is used for popular OEM and performance steel brake lines with 3/16-inch and 1/4-inch diameter with a 45-degree double flare; the Surseat P-51 model is a “master kit” that includes clearly marked flare collets ranging from 3/16-, 1/4-, 5/16-, 3/8-, and 1/2-inch tubing.
In the Koul Tools Surseat P-51 master kit, there are also threaded collets that allow you to fixture your 1/4- and 3/16-inch brake lines with the inverted flare tube nut fittings installed on the brake lines. These additional collets are very handy if you have bends in the tubing near the flare that limit pulling the nut back just far enough to clamp the line.
Going Hands-On
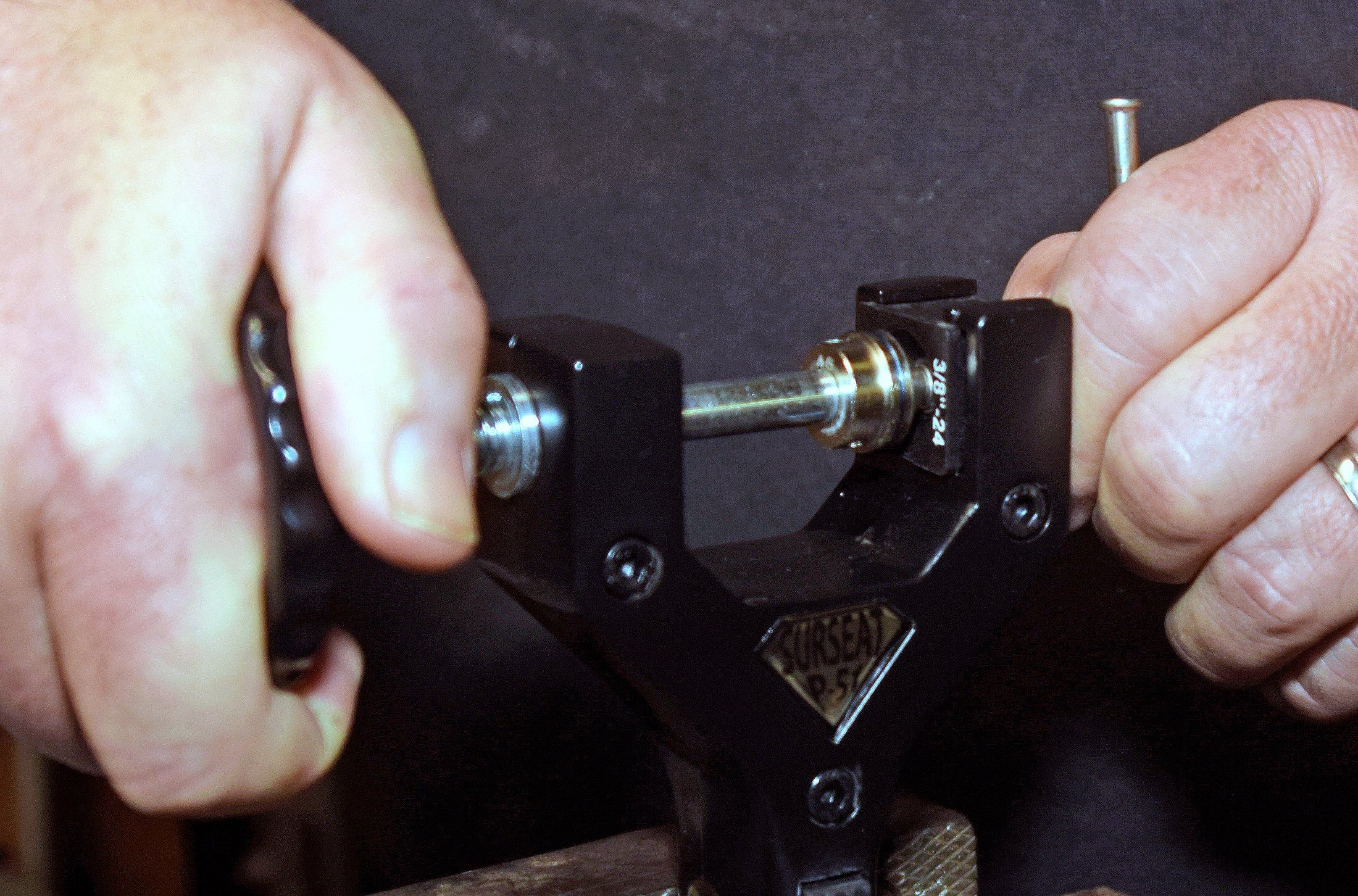
With your flared line clamped with the mating collet, it is mounted onto the yoke fixture. These yokes on the “mini” Surseat P-37 and P-45 kits are a smaller handheld unit that can easily hone fittings in tight places without removing your tubing from your car. The P-51 yoke features a large padded handle which can be easily mounted in a bench vise or easily gripped by hand.
The diamond coated lapping head is sprayed with a light lubricant such as penetrating oil and is then lightly pressed onto the flare and lapped with a twisting motion by the circular handle. Use caution not to remove too much material or “animal” the lapping process with excessive force.


Using light pressure, begin to lap a finish on the flare with short twisting motions from your wrist. Stop periodically to view the surface and clean the diamond coated with penetrating oil. We now have a clean and even fitting surface.
With every few lapping motions completed, inspect the flare face for a clean and even surface void of high and low points or nicks and imperfections. The process of lubricating, lapping and inspecting is repeated until the result of an even and smooth surface appears. Typically, you can achieve a proper surface with just a few lubricating and lapping steps.
Most of the material removed from our flares was retained on the diamond surface of the lapping head and sprayed away with the penetrating oil. Raczuk recommends using cotton swabs to clean the tubing flares. Since our brake lines are a new fabrication, we sprayed brake cleaner through the lines as an additional cleaning process.
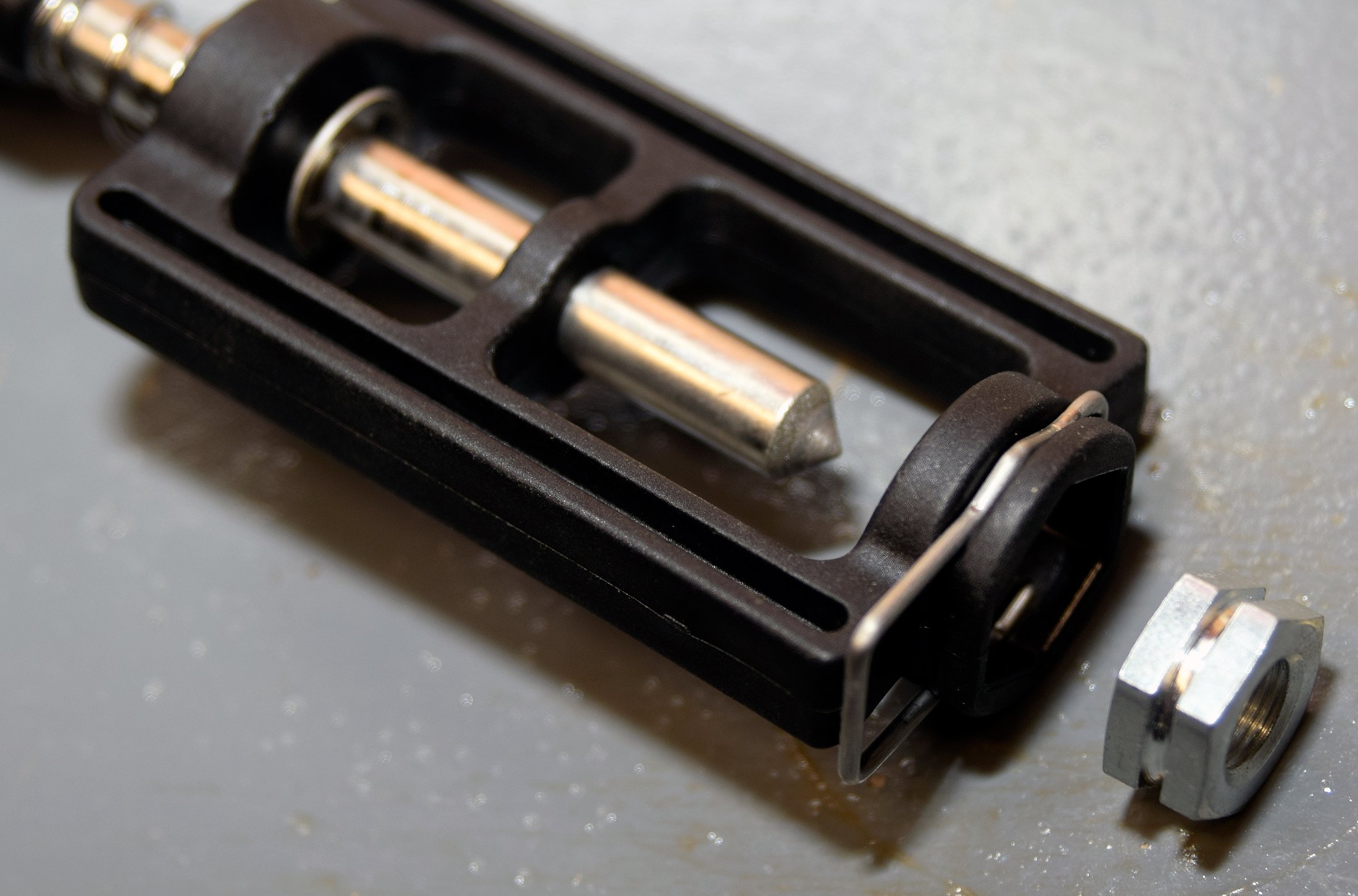


The smaller Surseat P-37 and P-45 kits are for use with smaller brake line applications. Note the compact diamond lapping surface that is coated directly on the yoke shaft. These kits are easier to work around lines currently installed on cars. With all of our initial lines created, we are confident of a leak-free system.
With the master kit, we decided to touch up the flares on our previously installed 1/2-inch aluminum fuel line. As we began the lapping process, an indent in our flare closest to the engine became evident. This lapping process more than likely prevented a future fuel line leak that could have stopped us during a round of competition.
Conclusion
Dick Raczuk is no stranger to the axiomatic “light bulb” going off above his head when it comes to developing innovative tools. Raczuk was the owner of Kerker Exhausts and Kendick Engineering — both were leading suppliers of not only aftermarket racing exhaust systems, but also supplied Honda corporation with specialized tools for its motorcycles and cars.
The Surseat flare lapping tool is just one of the ideas the Koul Tools company has developed to fill a sorely need “fix” when it comes to fabricating your project car.

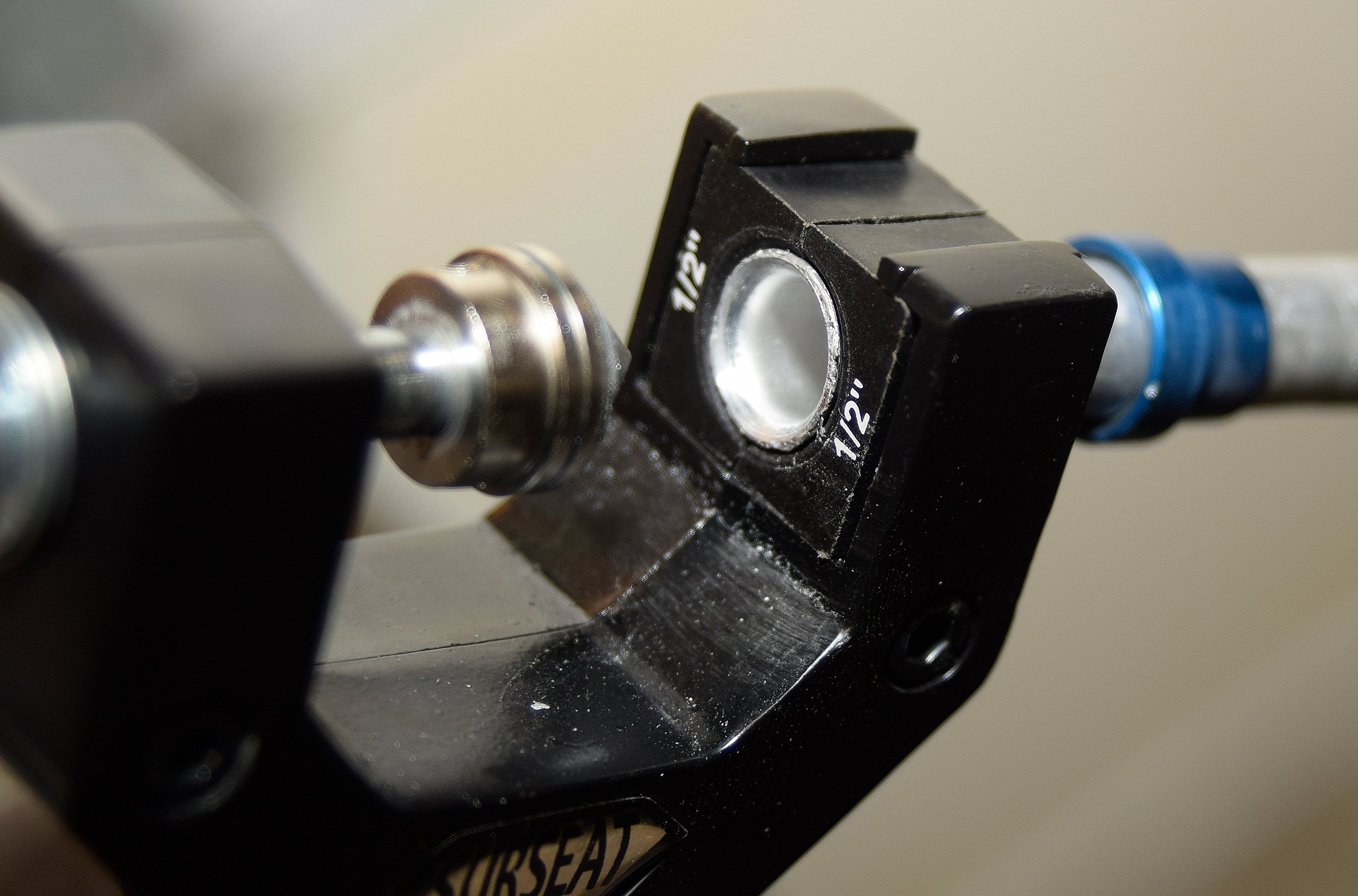
With our 1/2-inch aluminum fuel line removed while installing our new brake lines, we decided to lap our flares there, as well. As you can see, we probably prevented a future fuel leak in our race car.
The AN Hose Assembly Tool was created to make the installation of braided, stainless steel hose into AN fittings far easier. Their Fitting Fixer tools are of similar design theory to the Surseat flare lapping tool. These fixtures use a diamond-dust coated lapping head and can resurface damaged AN-fittings.
Whether you’re a tool geek like me or just looking for the right equipment to build your projects correctly, the Koul Tool innovators have developed some innovative products to fill that bill.


